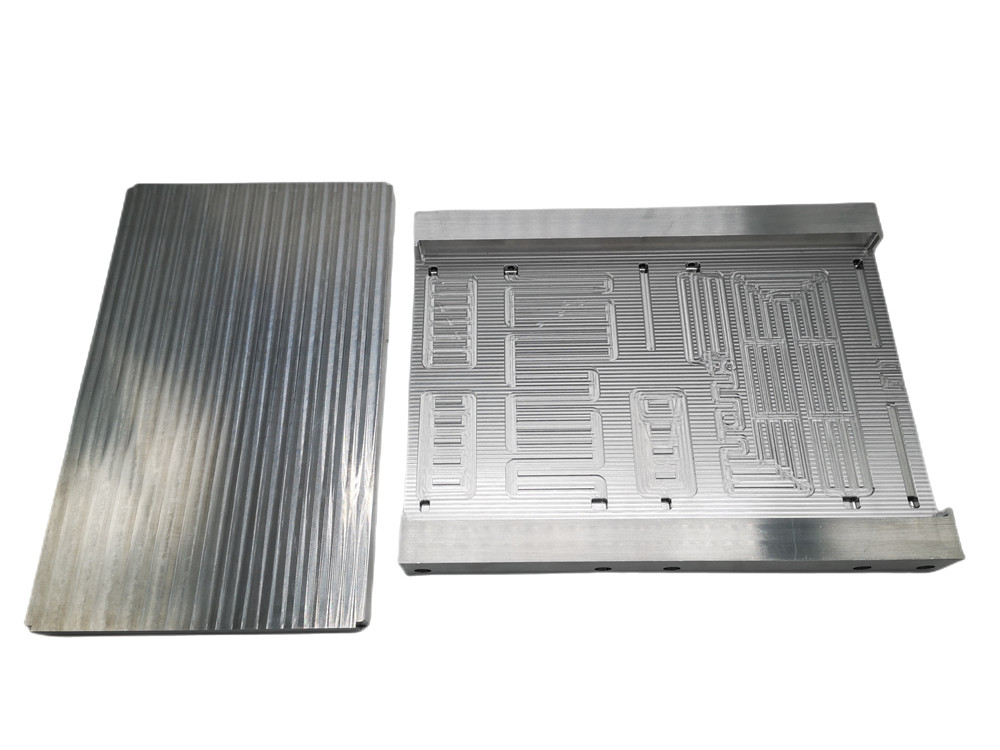
热流道真空扩散焊产品
热流道模具真空扩散焊加工前的要求
产品详情
1.材质牌号s136h
2.材料长宽单边预留1mm;高度外表面单边预留1.5-2 mm;流道深度单边加深0.05mm到0.08mm。
3.原料平面度要求≤0.03mm,光洁度≤0.4Ra。
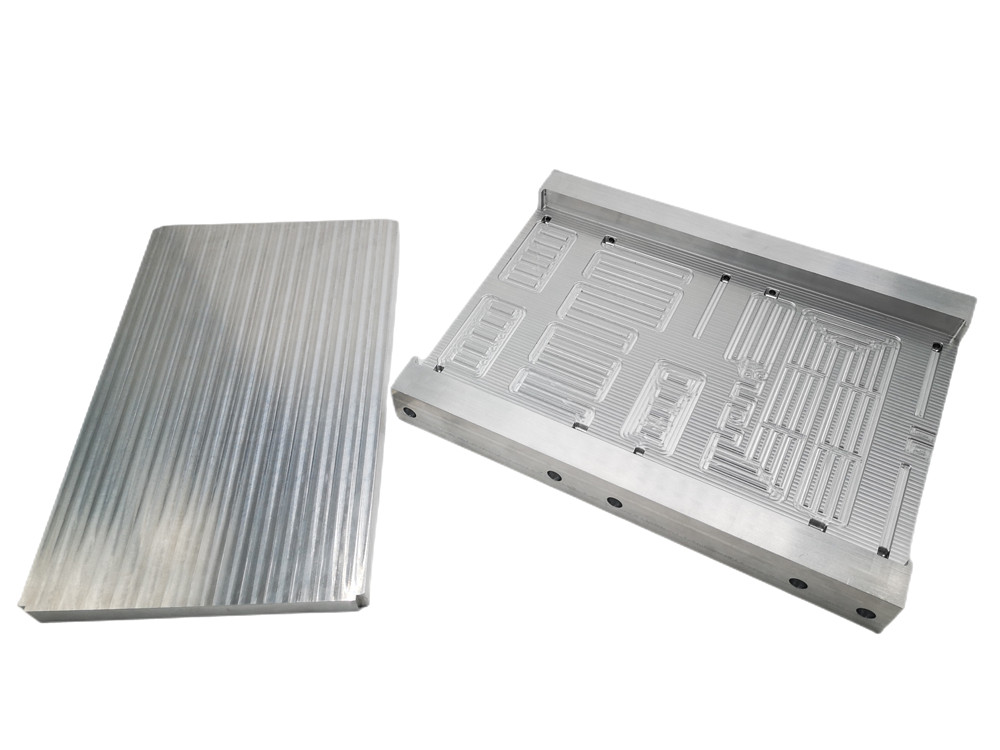
4.定位销:销与孔配合公差0.02-0.03mm;销高度比孔深度≤2mm。
定位销孔最好做成通孔,方便焊接后,作为加工定位基准。
5.排气槽:材料外表面。尺寸:深度0.5mm,宽度4mm。
6.焊接后,产品硬度要求多少度?HRC**
7、焊接前材料,长和宽方向,以中分线为原点,孔间距按照0.5%缩小。
模具钢焊接后硬度一般是HRC20,分流板要求硬度是:HRC36。
建议:焊接完,精加工之后后再做个流体抛光。