A. 材质: SCM420合金结构钢.淬透性较高.无回火脆性.焊接性好.形成冷裂的倾向很小。可切削性及冷塑性良好.一般在调质或渗碳淬火状态下使用。用于制造在非腐蚀性介质及工作.温度低于250度C。含有氮氢混合物的介质中.在工作的高压管及各种紧固件。较高级别的渗碳零件。如:轴套.齿轮轴.光轴.偏心轴.等等.....热处理 淬火880度.水冷.油冷500度.
B. 难点. 工艺改善及解决:
1. 此产品材质为SCM420 ,须做调质28/30°。后要做渗碳表层1MM/1.5MM.
工艺:开粗前先把SCM420材料,做个调质28/30°。品质确认硬度OK后。 在粗加工中,外径及台阶余量单边留0.3/0.4MM. 要求做渗碳表层最少单边1.2MM以上。
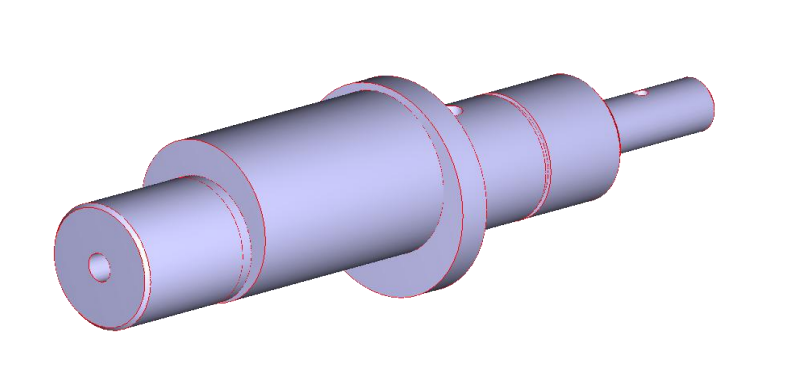
2. 此轴是偏心轴。ø45.5和ø32两处台阶中心偏2MM 0/-0.018. 台阶底部R0.2以下。 在32MM处有宽8 MM0/+0.02*深4*长18.键槽。在偏心方向。
工艺: ①外形余量大于5MM. 长度要加长10MM 做偏心工艺订位所用。②开粗前所有外形留单边0.3MM. 台阶同时也留0.3MM 。 方便渗碳。两头打3MM中心顶尖孔,顶尖角度为60° 。③偏心位.需要用《铣床》开粗键槽。《 宽7.5*深3.5*长17.5MM .》 用此处找方向。④ 用CNC3轴机.辅助工具三爪卡盘。夹到ø32.5MM位置.开粗偏心位置ø58.5MM.接到底部台阶。同时要打两头偏心顶尖孔.方便后续外圆磨使用。
3. 外径公差为0/-0.018. 台阶公差0/-0.03. 跳动0.01之内。键槽公差0/+0.02. 同时保证光洁度0.8。总长公差0/-0.05 .
工艺: ① 渗碳层单边为1.2MM。《技术要求变形不能大于0.05》 在长度工艺位置打渗碳层。② 用《外圆磨》顶两头第一道外径加工开粗. 单边余量留+0.1/+0.15。③ 用数车两步夹,两头.顶两头。完成控长。公差0/-0.02之内。选择加硬刀粒65°《R0.1刀尖》④ 笫二道用外圆磨.用顶尖位置打千分表调整偏公差.精磨最好用《60#砂轮》才可保证光沽度0.8。⑥ 用《铣床》加工,找到偏心最高点。加工8MM 0/+0.02*深4*长18.键槽。可用块规试宽度尺寸。 ⑦品检检外径.台阶.偏心.健槽.光洁度... ⑧ 在用线割工艺位。⑨数车控长.倒角。